-
Description -
Quick Links -
Resources -
Relevant Videos -
Faq -
Related Products
Where to Buy
205 FAST HARDENER
205 Fast Hardener® is formulated for general coating and bonding applications at lower temperatures and to produce a rapid cure that develops its physical properties quickly at room temperature. The 105 Epoxy Resin®/205 Fast Hardener system forms a high-strength, moisture-resistant solid bond with excellent bonding and barrier coating properties. The mix ratio is 5 parts resin to 1 part hardener by volume. Not intended for clear coating.

PROJECT USES:
- Marine
- Boat Repair
- Bonding
- Fabrication
- Barrier Coating
CURE TIME:
- Pot life (100 grams cupful):
- At 72°F (22°C): 9 to 12 minutes
- Working time (thin film):
- At 72°F (22°C): 60 to 70 minutes
- Solid state:
- At 72°F (22°C): 6 to 8 hours
CURE TEMP:
- Minimum: At 40°F (4°C)
PRODUCT SIZES:
- 205-A: 0.44 pint
- 205-B: 0.86 quart
- 205-C: .94 gallon
- 205-E: 11.31 gallon

205 FAST HARDENER Facts
QUICK LINKS Helpful Tips, Safety Guidelines, Manuals, and More:
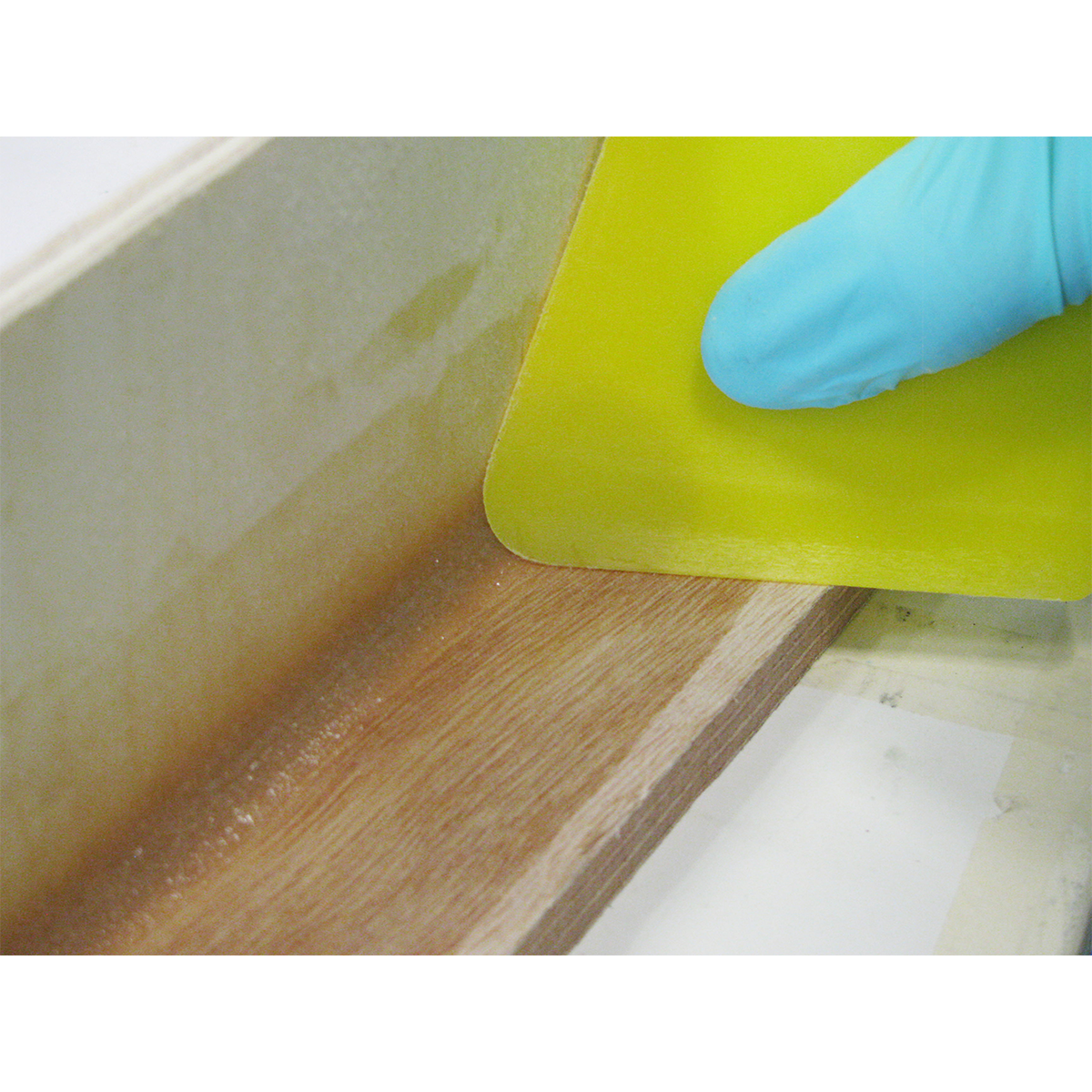
BONDING & CLAMPING
There are two types of structural bonding with epoxy. Two-step bonding is the preferred method for most situations because it promotes maximum epoxy penetration into the bonding surface and prevents epoxy-starved joints. Single-step bonding can be used when joints have minimal loads and excess absorption into porous surfaces is not a problem.